В целом о вакууме и вакуумных системах
| Свойства вакуума |
| Особенности вакуумных систем |
Измерение вакуума
| контрольно-измерительная аппаратура |
| Течеискатели |
Вакуумные материалы и уплотнители
| Вакуумные материалы |
| Уплотнители и и смазки |
Элементы вакуумных конструкций
| Вакуумные вентили и переходники |
| Запорные устройства |
| Способы соединения вакуумных систем |
О выборе оборудования
| Общие принципы |
| Подбор вакуумных насосов |
Вакуумные установки
Практические и лабораторные работы
| Масляные средства откачки |
| Вакуумометрические приборы |
| Вакуумные установки |
| Сорбционные средства откачки |
| Физические явления в вакууме |
На заметку
| О разъемных соединениях вакуумных систем |
| Элементы вакуумных конструкций - Способы соединения ваккумных систем | |||||||
Вакуумно-плотные разъемные соединения используются для быстрого и легкого соединения отдельных устройств и узлов и обеспечивают доступ к тем или иным элементам системы. В условиях сверхвысокого вакуума применяют главным образом фланцевые соединения, изготовленные из нержавеющей стали. Стягиваемые болтами фланцы снабжены канавками, куда закладываются эластичные прокладки различной формы. Прокладка должна легко деформироваться под действием относительно невысокой нагрузки и заполнять все неровности на уплотнительной поверхности фланцев. С другой стороны, прокладка должна быть достаточно упругой для обеспечения хорошего контакта между соединяемыми фланцами при возможном их неравномерном сжатии. Натуральный или синтетический каучук является почти идеальным материалом для прокладок, поскольку в этом случае вакуумно-плотное соединение достигается под действием относительно низкой нагрузки, а высокая упругость позволяет многократно использовать такие прокладки. Поскольку поверхность прокладки со стороны вакуума, как правило, минимальна, а длина диффузионного пути молекул газа относительно велика, требования к скорости газовыделения и газопроницаемости материала прокладок не столь жесткие. Поэтому синтетические каучуки вполне удовлетворяют требованиям, предъявляемым к уплотнителям в вакуумной аппаратуре. Однако узлы высоковакуумных систем с целью их обезгаживания необходимо прогревать до высокой температуры (~250°С), поэтому материал прокладок также должен выдерживать такой нагрев. Известно несколько резиноподобных материалов, нагрев которых до 250 0C не приводит к изменению физических свойств или деструкции. Тем не менее только один или два из таких материалов обладают низкой скоростью газовыделения после нагрева и, следовательно, могут использоваться в вакуумной технике, особенно при давлениях сверхвысокого вакуума (ниже 10-7 Па) и при более низких температурах. Наиболее известным и широко используемым в вакуумной технике синтетическим материалом является эластомер витон А, изготовляемый фирмой «Дюпон». Этот эластомер допускает нагрев до 200 °С и обычно используется для изготовления стандартных прокладок кольцеобразной формы кругового сечения. Прокладка зажимается между двумя фланцами, один из которых имеет плоскую поверхность, а другой — канавку, как правило, трапециевидной формы для центровки прокладки. Такие соединения рассмотрены во многих книгах по вакуумной технике, например в учебнике Пирани и Ярвуда . Материалы на основе полиимидов, самым известным из которых является кап-тон Н, также используются в вакуумных соединениях при давлениях вплоть до 10-7 Па. Этот материал по сравнению с витоном А обладает более низкой скоростью остаточного газовыделения, но более высокой жесткостью и поэтому не может использоваться в качестве прокладок описанного выше типа. Кроме того, полиимидные материалы характеризуются высоким коэффициентом термического расширения и остаточными деформациями при деформациях более 20%. С учетом этих недостатков полиимидных материалов удачной следует считать конструкцию, в которой тонкая плоская прокладка из каптона H .зажимается между фланцами, один из которых имеет канавку, а другой — острый выступ. Поскольку полиимид обладает некоторой гигроскопичностью, скорость его газовыделения без нагрева может быть значительной. Поэтому вакуумная система, з которой применен полиимид, должна прогреваться и обезгаживаться после каждого напуска в нее атмосферного воздуха. Два относительно новых типа эластомеров разработаны и внедрены в практику фирмой «Дюпон» — это калрец и витон Е60С, .которые обладают значительно более высокой способностью к обезгаживанию. В настоящее время уплотнения из этих материалов выпускает ряд фирм, специализирующихся на изготовлении вакуумного оборудования. В системах сверхвысокого вакуума, не допускающих применения органических материалов, используют металлические уп-лотнительные прокладки. Металлические прокладки различных -форм и размеров изготовляются как из мягких металлов (индий, алюминий, золото), так и из более твердых (серебро, медь, медноникелевый сплав монель и даже сталь). По сравнению с эластомерными такие прокладки требуют гораздо больших нагрузок для обеспечения затекания уплотняющего металла в неровности поверхности фланца. Кроме того, они недостаточно эластичны и поэтому могут использоваться только однократно. Установлено, что вакуумно-плотное соединение с использованием металлических прокладок может быть обеспечено только в том случае, когда металл в области контакта подвергается пластической деформации.
 Рис. Золотая прокладка с центрирующей обоймой. 1 — кольцо из золотой проволоки; 2 — центрирующая обойма. Механизм уплотняющего действия соединений на основе металлических прокладок привлекал внимание исследователей. Рот изучал влияние температурных циклов и качества обработки поверхности фланцев. Хотя механизм сейчас уже достаточно ясен, научные рекомендации, которые можно было бы использовать при конструировании таких уплотнителей, пока отсутствуют. Поэтому многочисленные конструкции сверхвысоковакуумных уплотнений разработаны эмпирическими методами. Очень мягкие металлы, такие, как индий и золото, обычно используются в виде кольцеобразных прокладок между двумя плоскими поверхностями фланцев, поэтому при сжатии они свободно деформируются по поверхности фланцев. Более твердые металлы обычно деформируются в ограниченном объеме. Для этого применяются фланцы сложного профиля (например,с канавкой и выступом),которые обеспечивают деформацию прокладки в одном направлении. В соединениях с произвольно деформируемыми прокладками должны применяться фланцы из нержавеющей стали, поверхность которых обработана с высокой степенью точности. Собирать такие соединения следует с осторожностью, избегая образования царапин, в особенности на радиальных поверхностях фланцев. Центрирование кольцевой прокладки может быть осуществлено с помощью внешней обоймы (рис. 6.1) либо специальных центрирующих приспособлений при одновременном стягивании фланцев болтами. Главным требованием, предъявляемым к таким уплотнительным прокладкам, является равномерная толщина проволоки. Кроме того, диаметр сечения прокладки должен быть достаточным для создания необходимой поверхности контакта между фланцами и прокладкой при сжатии, но не настолько большим, чтобы атмосферное давление смогло продавить прокладки и нарушить герметичность соединения. Максимальный диаметр начального сечения прокладки составляет около 1 мм, обычно же используется прокладка с диаметром сечения 0,5 мм, которая деформируется до 0,2 мм. Таким образом, толщина центрирующей обоймы должна также составлять 0,2 мм. Альтернативная конструкция уплотнения разработана фирмой Leybold — Heraeus. В этой конструкции вместо уплотняющего проволочного кольца используется алюминиевая шайба, аблизи внутреннего края которой имеется ромбовидный заостренный выступ. Этот выступ является аналогом проволочного кольца, а плоская часть шайбы — центрирующей обоймы. Уплотнения такого типа легко могут быть изготовлены самим пользователем; кроме того, снижаются требования к качеству обработки фланцев. К недостаткам таких соединений следует отнести возможность приваривания прокладки к поверхности фланцев при нагреве такого соединения, после чего требуется повторная механическая обработка поверхности. Таким образом, вакуумные соединения этого типа удобны, если они редко разбираются. Кроме того, после разъединения фланцы такого соединения легко могут быть повреждены; образование на них радиальных микроцарапин может приводить к значительному ухудшению вакуума. Наилучшим материалом для рассматриваемых уплотнений является золото. Оно в меньшей степени подвержено загрязнениям, например парами масла, и выдерживает нагрев вплоть до 500 °С. Кроме того, золотые прокладки могут быть легко и быстро восстановлены после их использования. Такие прокладки изготовляютсоя серийно, особенно для фланцев большого диаметра. Фланцы небольших размеров чаще всего уплотняют с помощью медных прокладок. Конструкции таких соединений в настоящее время в достаточной степени стандартизованы. Медь, будучи более твердым металлом, чем золото, соответственно требует больших усилий для деформации. Поэтому проволочные и даже ромбовидные прокладки из меди не делают. В этом случае применяют фланцевые соединения с канавочно-клиновидным профилем уплотняющих элементов. Было предложено множество таких соединений; наиболее широко применяемые показаны на рис. Главным в этих конструкциях является наличие острого выступа, вдавливаемого в медную прокладку. Такая конструкция позволяет создать достаточную для деформации меди нагрузку при минимальном усилии на стягивающих болтах. Превосходство той или иной конструкции довольно трудно определить заранее, поэтому на ранних этапах освоения техники сверхвысокого вакуума промышленностью выпускалось довольно много типов соединений. При этом возникла проблема совместимости фланцев различных конструкций, что потребовало стандартизации вакуумного оборудования, выпускаемого различными фирмами. Аналогичная проблема существовала и для соединений на основе эластомерных кольцевых прокладок круглого сечения. В связи с этим в начале 1960-х гг. Международная организация стандартов (ISO) в координации с Западноевропейским объединением производителей вакуумного оборудования (Pneurop) разработала рекомендации для вакуумных фланцев в рамках более широкой задачи стандартизации всего вакуумного оборудования. В результате для высоковакуумных уплотнений с металлическими прокладками была рекомендована спецификация фланцев различных типоразмеров. Эта спецификация определяет внешний диаметр фланца, число отверстий под болты, их расположение и т. д. в зависимости от диаметра вакуумпровода, но не указывает тип уплотнения.
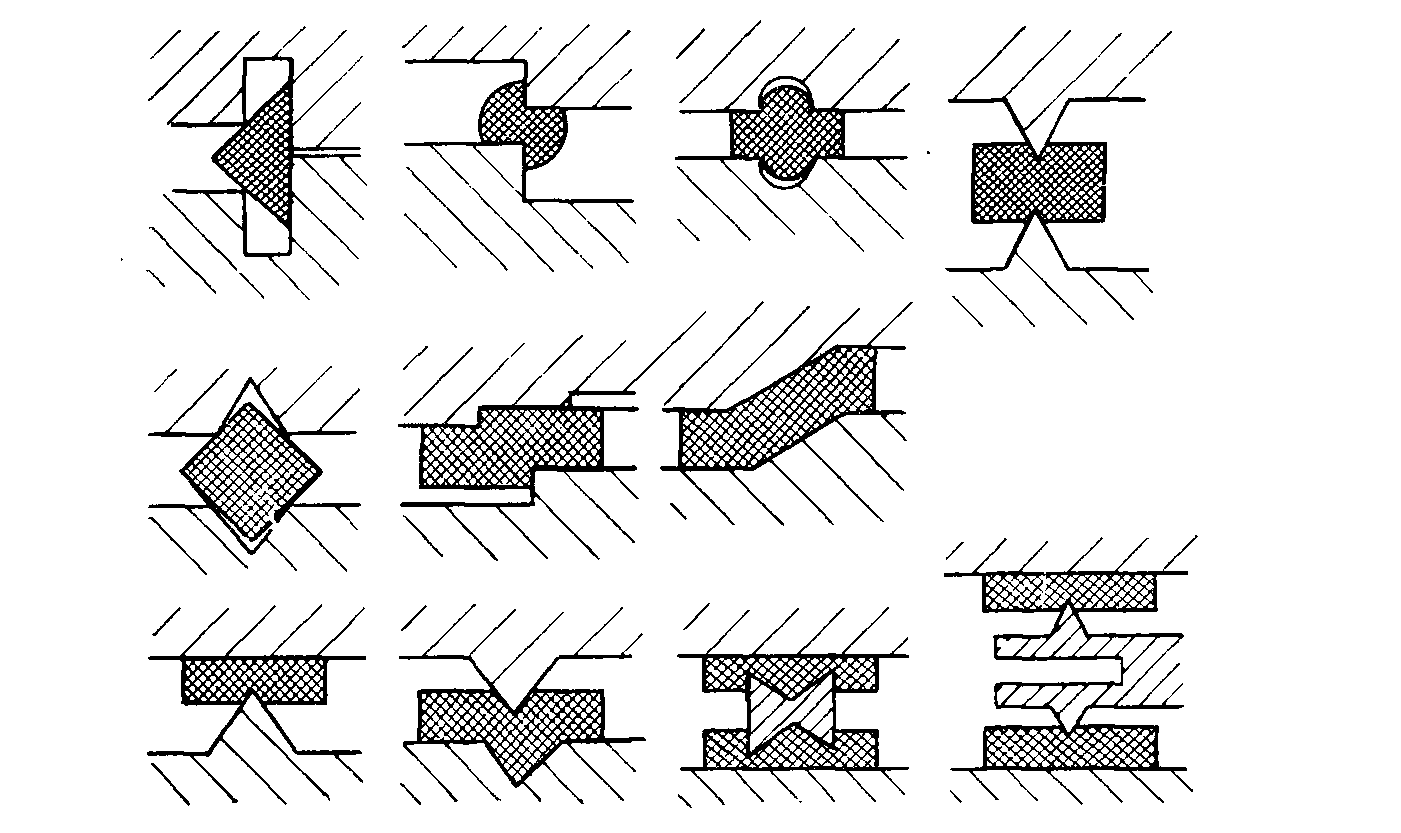 Фланцевые соединения с использованием медных прокладок
Таблица Рекомендуемые ISO типоразмеры фланцевых соединений. 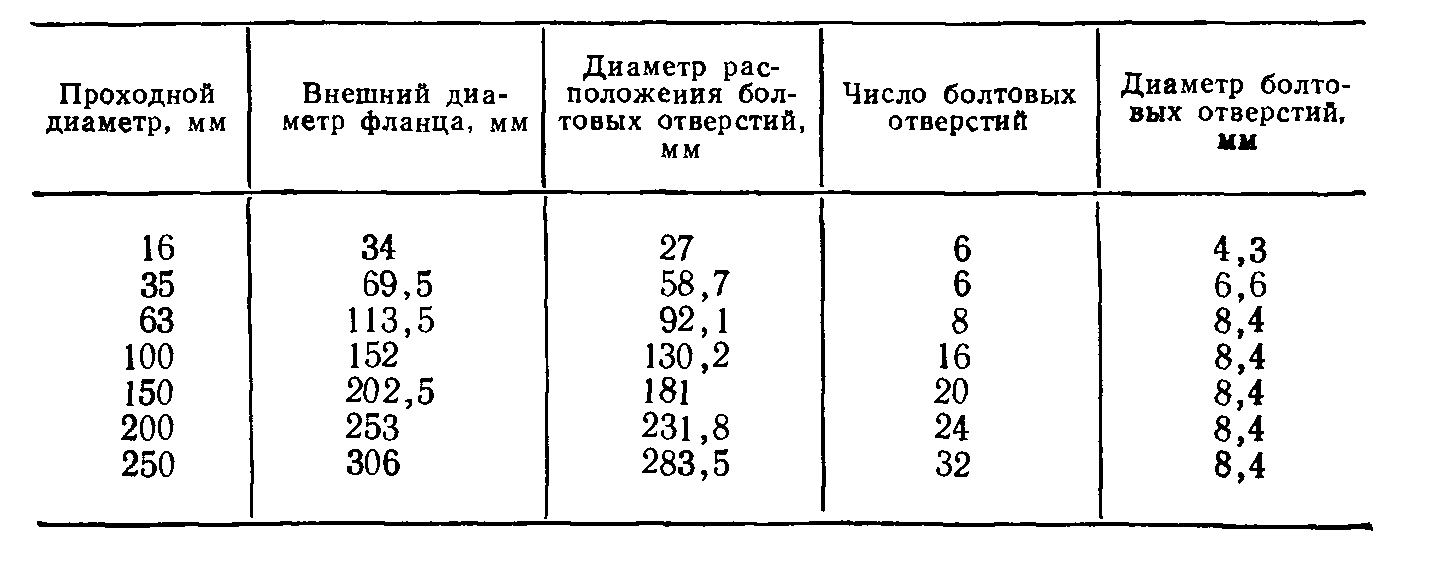
В табл. 6.1 приведены размеры наиболее общеупотребительных фланцевых соединений. Поскольку высоковакуумные уплотнения с металлическими прокладками требуют фланцев сложного канавочно-клинового профиля, тип уплотнения в конце концов был также нормализован. Большинство фирм, специализирующихся на выпуске вакуумного оборудования, остановилось на конструкции ConFIat, разработанной фирмой «Вариан». Фланцевое соединение этого типа показано на рис. Оно состоит из двух одинаковых фланцев, снабженных внешним бортиком для фиксации медной шайбовидной прокладки и заостренным выступом особой формы. При затягивании крепежных болтов эти выступы врезаются в медную прокладку, вызывая ее радиальную и поперечную деформацию. Бортики фланцев ограничивают эту деформацию, создавая по всей своей внутренней поверхности напряжение, достаточное для затекания меди в поверхностные дефекты фланца. Соединение этого типа при правильной эксплуатации обеспечивает высококачественное герметичное уплотнение; натекание через такое уплотнение составляет менее 10-2 Па мс-1 и не фиксируется гелиевым течеискателем. Другим преимуществом соединения типа ConFIat является возможность использования конструкции, в которой фитинги с заостренными выступами снабжены накидными кольцами с отверстиями для болтов, заменяющими внешний бортик на фланце ConFIat неразъемного типа. Эти накидные кольца очень удобны при монтаже клапанов, поскольку могут быть развернуты в нужное положение. Внешний бортик фланца или накидное кольцо также служит для защиты заостренного выступа от повреждений. Фланцы этого типа могут нагреваться до 450° С. 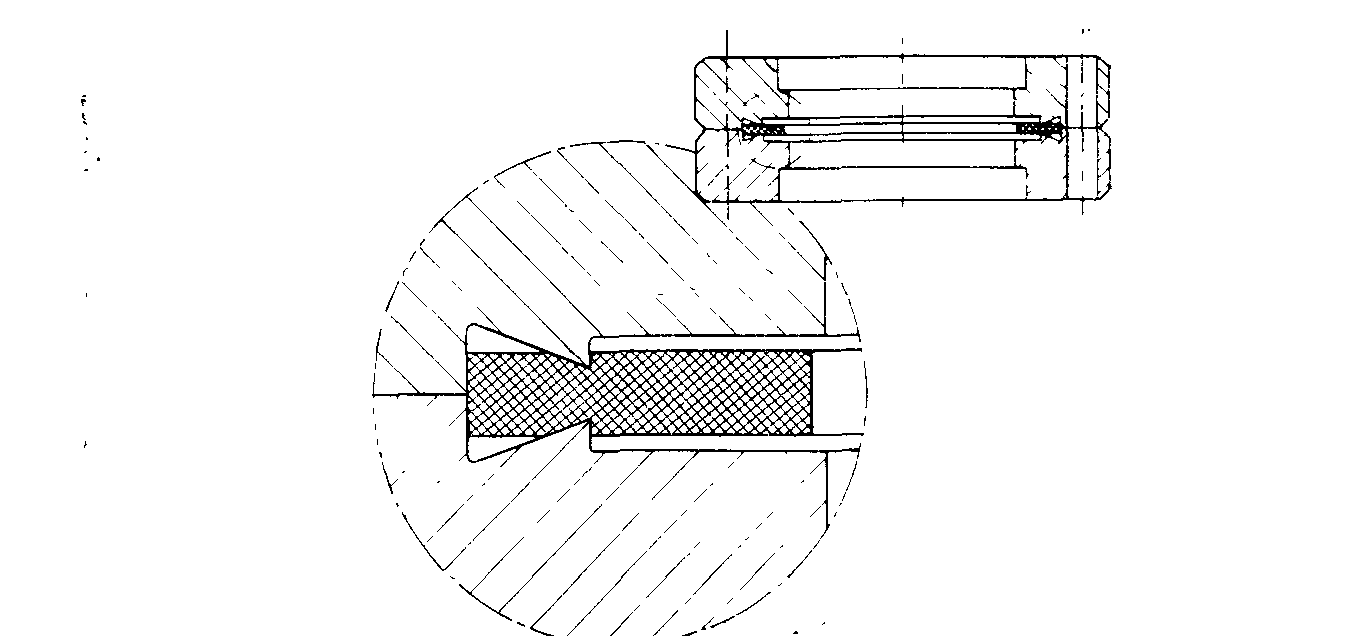
Вакуумное фланцевое соединение типа ConFIat.
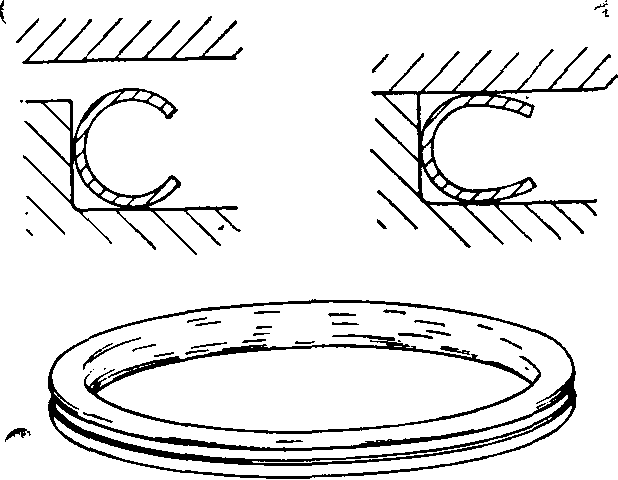 Кольцеобразная прокладка С-образного сечения фирмы Avica Equipment Ltd. При необходимости досжатия после сжатия термообработки в течение длительного времени или в атмосфере кислорода для предотвращения чрезмерного окисления медные прокладки могут быть посеребрены. Так как металлические прокладки испытывают пластическую деформацию, они заменяются после однократного применения. Металлы и сплавы, такие, как нержавеющая сталь или монель, также могут использоваться в качестве вакуумных прокладок. Прокладки с различной формой уплотняющего участка, например X- и V-образные, применяемые в других областях техники, зачастую пригодны и в вакуумной технике. Особый интерес представляют кольцевые трубчатые прокладки, изготовленные из металлических материалов (главным образом, нержавеющей стали). Прокладки этого типа могут быть использованы вместо эластомерных прокладок круглого сечения. Трубчатые кольцевые прокладки могут быть заполнены воздухом под атмосферным или более высоким давлением. В случае сверхвысоковакуумных соединений такие стальные прокладки с целью улучшения вакуумной плотности покрывают более мягким металлом, например медью, или каким-нибудь пластиком, например тефлоном. Тефлон выдерживает нагрев до 250 0C и имеет низкую скорость газовыделения, хотя его газопроницаемость довольно высокая. Металлические кольцевые прокладки, покрытые тефлоном, применялись в вакуумных установках Кавендишской лаборатории работающих при давлении ниже 5-10 8 Па. Модификацией такой прокладки является кольцеобразная прокладка в виде пружинного сердечника, на который нанесен слой мягкого металла. Кроме того, выпускается серийно кольцеобразная прокладка, сечение которой имеет С-образную форму. Хотя прокладки этого типа и сравнимы по стоимости с медными, они позволяют использовать фланцы упрощенной конструкции и, кроме того, не требуют столь высоких сжимающих усилий, как медные. Они могут быть использованы и повторно, если только не были деформированы или повреждены в результате предыдущего уплотнения и (или) нагрева. К любым уплотнениям высоковакуумных соединений с использованием металлических прокладок предъявляется ряд общих требований. Во-первых, материалы, из которых изготовляются все элементы соединения, должны отвечать требованиям, предъявляемым к материалам сверхвысоковакуумных систем. Нержавеющая сталь должна быть вакуумноплотной и не содержать включений, которые могут повлиять на качество заостренной кромки выступа и поверхности фланца. Прокладки должны изготовляться из материалов, не содержащих вредных примесей; например, для медных прокладок пригодна лишь бескислородная медь с высокой электропроводностью. Во-вторых, поверхности соединяемых деталей должны быть чистыми и не иметь царапин или каких-либо иных механических повреждений. Особо тщательно они должны быть очищены от пыли и масел, после чего к ним можно прикасаться только в перчатках. В-третьих, фланцы должны привариваться к трубопроводу с его внутренней стороны аргоно-дуговой сваркой. При сварке следует избегать образования пустот, которые могут приводить к образованию мнимых течей. Чтобы не сместить во время сварки фланец, обычно в нем предусматривают поса дочный выступ или углубление. Стягивание фланцев осуществляется посредством болтов из нержавеющей стали с высокой прочностью на разрыв и примерно таким же, как у материала фланцев, коэффициентом термического расширения. Для обеспечения равномерного распределения давления по всей прокладке болты должны затягиваться в определенной последовательности. Действительную величину момента затяжки болта можно не измерять, поскольку обычно фланцы затягиваются до тех пор, пока они не коснутся друг друга либо пока не останется требуемый зазор, измеряемый с помощью пластинки-щупа. В результате сжатия прокладка становится негодной, поэтому не следует пытаться использовать ее повторно. Исключением являются жесткие пружинные стальные прокладки круглого сечения, которые в некоторых случаях могут использоваться повторно. Кроме того, фирма Balzers недавно начала выпускать стандартизованные соединения, состоящие из двух алюминиевых прокладок и прижимного кольца Х-образного сечения, помещаемого между ними. При повторном использова нии прокладки переворачиваются и зажимаются вновь. Однако повторное использование прокладок недопустимо, если соединение нагревалось выше 150 °С. |
Сейчас на сайте
Сейчас на сайте находятся:144 гостей на сайте
Нов боков адс адаптивный
| = | |